Hey Guys, A machinist I'm not but I'm just thinking about something (a rare event)!
but I'm just thinking about something (a rare event)!
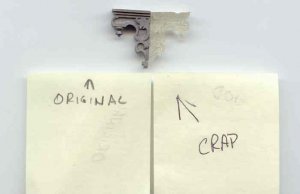
In order to cast a gear using an RTV mold you'll have to have a pattern to make the mold from. Unless you copy an already existing gear you'll have to "one off" a gear to make the pattern so you'll have the proper dimensions and tolerences. Seems to me that if you are already set up for the "one off" then you could just go ahead and machine whatever quanity you needed.
The other alternative would be to make "rough" castings and then machine them into the proper size but that might require some pretty sophisticated equiptment.
Just some random thoughts
but I'm just thinking about something (a rare event)!In order to cast a gear using an RTV mold you'll have to have a pattern to make the mold from. Unless you copy an already existing gear you'll have to "one off" a gear to make the pattern so you'll have the proper dimensions and tolerences. Seems to me that if you are already set up for the "one off" then you could just go ahead and machine whatever quanity you needed.
The other alternative would be to make "rough" castings and then machine them into the proper size but that might require some pretty sophisticated equiptment.
Just some random thoughts