Okay, I'm scratchbuilding a steel mill (actually not the blast furnace) in N scale of the former J&L steel in the south side of Pittsburgh. The smaller building with the travelling crane truss, has 4 tracks. What would they do in this building? I cant tell if the tracks go straight through, or is there a wall at the other end?
Steel mill building...What do I do with it?
- Thread starter csxengineer
- Start date
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
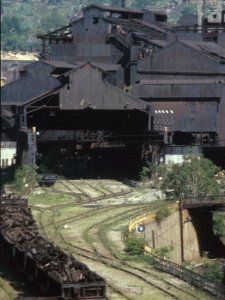
I downloaded, and ran the pic in Corel photopaint, to lighten the interior. I could not get a really clear view, it's just too dark. There is an almost white area behind and to the left, that appears to continue on the right side of the building. I would say there is a wall at the back of the overhead crane area.
The sun is bright, and if there was no wall, you would know it!
Pete
The sun is bright, and if there was no wall, you would know it!
Pete
Just a guess, but with numerous tracks and an overhead crane, would they be laoding/unloading? The car spotted inside appears to be a flat, which is the right car for moving slabs or bars of steel.
Andrew
Andrew
loading..
Yeah, but it probably wouldn't be to or from a truck (I don't see an access road).
I believe this mill was closed when pics were taken.
Yeah, but it probably wouldn't be to or from a truck (I don't see an access road).
I believe this mill was closed when pics were taken.
Yeah, but it probably wouldn't be to or from a truck (I don't see an access road).
Probably right. The steel mill here in eastern Ontario has an "internal" fleet of bashed up rail cars to move material around inside the mill/mill grounds. Perhaps this is where the transfer takes place, or the steel is moved directly to/from where it is worked?
doctorwayne maybe can answer this with more accurate detail, given his knowledge of the industry in Hamilton, ON.
Andrew
I may not be much help. 
 My initial thought was a stripper building, where the moulds are removed from ingots. In the original photo, though, the crane appears to be too close to the ground for this. The usual procedure was to spot a drag of hot ingots, still in their moulds, next to a drag of ingot buggies with only the mould stools on them. The stripper crane, which usually had a pair of "wings" to grab the lifting lugs cast onto the upper sides of each mould, would simultaneously lift the mould while a ram push down on the top of the hot ingot. Once the mould cleared the top of the ingot, it would be placed on an empty stool on a buggy on the adjacent track.
My initial thought was a stripper building, where the moulds are removed from ingots. In the original photo, though, the crane appears to be too close to the ground for this. The usual procedure was to spot a drag of hot ingots, still in their moulds, next to a drag of ingot buggies with only the mould stools on them. The stripper crane, which usually had a pair of "wings" to grab the lifting lugs cast onto the upper sides of each mould, would simultaneously lift the mould while a ram push down on the top of the hot ingot. Once the mould cleared the top of the ingot, it would be placed on an empty stool on a buggy on the adjacent track.
The picture in the link shows more clearly that the crane has a pretty substantial superstructure above the bridge, reinforcing my original guess: stripper cranes were pretty massive pieces of machinery, although this one looks like the ingots used may not have be all that big (tall). The fact that there are four tracks would lend credence to this theory, as two heats could be spotted for stripping, along with two strings of empty buggies (the empty moulds would go to the mould shop, where they'd be prepped for the next heat, then off to the open hearth or BOF for use again).
The usual preference, though, would be for the area to be accessible from either end - depending on the grade of steel and type of ingot, there's an ideal holding time between teeming of the heat and stripping. The building shown probably wouldn't have a heat spotted in it until it was ready to strip, and heat sizes would probably be fairly small, as it would all have to fit within the crane runway area. My guess, if this is indeed a stripper building, is that heat sizes were fairly small (small ingots and a small number of them), then the crane runway was later extended to accommodate more buggies, either from multiple heats or from larger ones, although the ingots would still be not very tall.
At the plant where I worked, there were two stripper buildings, both double-ended, with multiple tracks. Depending on the number of ingots in each heat, one or two, sometimes three heats would be spotted on each track, with suitable buggies for the empty moulds on each adjacent track, then a locomotive would re-spot the drags, as required, for stripping, regularly taking stripped heats away for charging in the slabbing mill. The actual stripper building (the crane runways didn't extend beyond the building like the one in the photo) couldn't accommodate a complete heat, as most consisted of 10 to 15 buggies of 3 ingots apiece, plus a couple of extra empty spacer buggies. In the meantime, another loco would be bringing buggies of empty stools and removing strings of moulds, while another loco would deliver fresh heats to be stripped. The stripper was a very busy place, as steelmaking is a round-the-clock process - the mills want the steel as soon as it's stripped, and the melt shop needs the empty moulds for the next heat.
Our stripper cranes were all stiff-legged cranes, meaning that the lifting wings and ram all operated within slides, with the cables not generally visible. The #1 building had a 200 and 400 ton crane, with the smaller one used mostly for the small ingots for the billet mill. Most of the ingots for the slabbing mill, where I worked, were stripped at #2 stripper, with a 600 ton crane. A good operator could strip about an ingot a minute, if everything went as it should. My guess is that the crane in the building shown was an older type, with exposed cables and probably not a very large capacity.
Wayne
My initial thought was a stripper building, where the moulds are removed from ingots. In the original photo, though, the crane appears to be too close to the ground for this. The usual procedure was to spot a drag of hot ingots, still in their moulds, next to a drag of ingot buggies with only the mould stools on them. The stripper crane, which usually had a pair of "wings" to grab the lifting lugs cast onto the upper sides of each mould, would simultaneously lift the mould while a ram push down on the top of the hot ingot. Once the mould cleared the top of the ingot, it would be placed on an empty stool on a buggy on the adjacent track.The picture in the link shows more clearly that the crane has a pretty substantial superstructure above the bridge, reinforcing my original guess: stripper cranes were pretty massive pieces of machinery, although this one looks like the ingots used may not have be all that big (tall). The fact that there are four tracks would lend credence to this theory, as two heats could be spotted for stripping, along with two strings of empty buggies (the empty moulds would go to the mould shop, where they'd be prepped for the next heat, then off to the open hearth or BOF for use again).
The usual preference, though, would be for the area to be accessible from either end - depending on the grade of steel and type of ingot, there's an ideal holding time between teeming of the heat and stripping. The building shown probably wouldn't have a heat spotted in it until it was ready to strip, and heat sizes would probably be fairly small, as it would all have to fit within the crane runway area. My guess, if this is indeed a stripper building, is that heat sizes were fairly small (small ingots and a small number of them), then the crane runway was later extended to accommodate more buggies, either from multiple heats or from larger ones, although the ingots would still be not very tall.
At the plant where I worked, there were two stripper buildings, both double-ended, with multiple tracks. Depending on the number of ingots in each heat, one or two, sometimes three heats would be spotted on each track, with suitable buggies for the empty moulds on each adjacent track, then a locomotive would re-spot the drags, as required, for stripping, regularly taking stripped heats away for charging in the slabbing mill. The actual stripper building (the crane runways didn't extend beyond the building like the one in the photo) couldn't accommodate a complete heat, as most consisted of 10 to 15 buggies of 3 ingots apiece, plus a couple of extra empty spacer buggies. In the meantime, another loco would be bringing buggies of empty stools and removing strings of moulds, while another loco would deliver fresh heats to be stripped. The stripper was a very busy place, as steelmaking is a round-the-clock process - the mills want the steel as soon as it's stripped, and the melt shop needs the empty moulds for the next heat.
Our stripper cranes were all stiff-legged cranes, meaning that the lifting wings and ram all operated within slides, with the cables not generally visible. The #1 building had a 200 and 400 ton crane, with the smaller one used mostly for the small ingots for the billet mill. Most of the ingots for the slabbing mill, where I worked, were stripped at #2 stripper, with a 600 ton crane. A good operator could strip about an ingot a minute, if everything went as it should. My guess is that the crane in the building shown was an older type, with exposed cables and probably not a very large capacity.
Wayne
Thanks Doc!
Very in depth explanation!
Unless I find out otherwise, I believe you are probably correct. I guess the buildings behind it were rolling mills where the stripped ingots were turned into rolled steel?
Very in depth explanation!
Unless I find out otherwise, I believe you are probably correct. I guess the buildings behind it were rolling mills where the stripped ingots were turned into rolled steel?
wayne is probably right the bildings behind it however depending on how long the buildings are it could be a rolling mill,which would be atleast a 1000ft long i believe,but chances are if it was shorter it could be a forge press shop also.just throwin some ideas out there.--josh
I'd guess that they're not primary rolling mills, as the building to the right has only four smokestacks (visible in the linked photo). Most primary mills (slabbing or bloom and billet mills) used soaking pits to heat the ingots to rolling temperature (about 2300*F) and there were usually two pits per stack - 8 pits wouldn't provide more than two hours of rolling.
Our mill had 36 pits, and with a mix of hot and cold steel charged, could operate 24 hours a day, 20 shifts a week, with one shift down for routine maintenance. They used to say that the first ingot through the mill each shift paid the wages for everyone there. :-D
:-D
Wayne
Our mill had 36 pits, and with a mix of hot and cold steel charged, could operate 24 hours a day, 20 shifts a week, with one shift down for routine maintenance. They used to say that the first ingot through the mill each shift paid the wages for everyone there.
:-DWayne